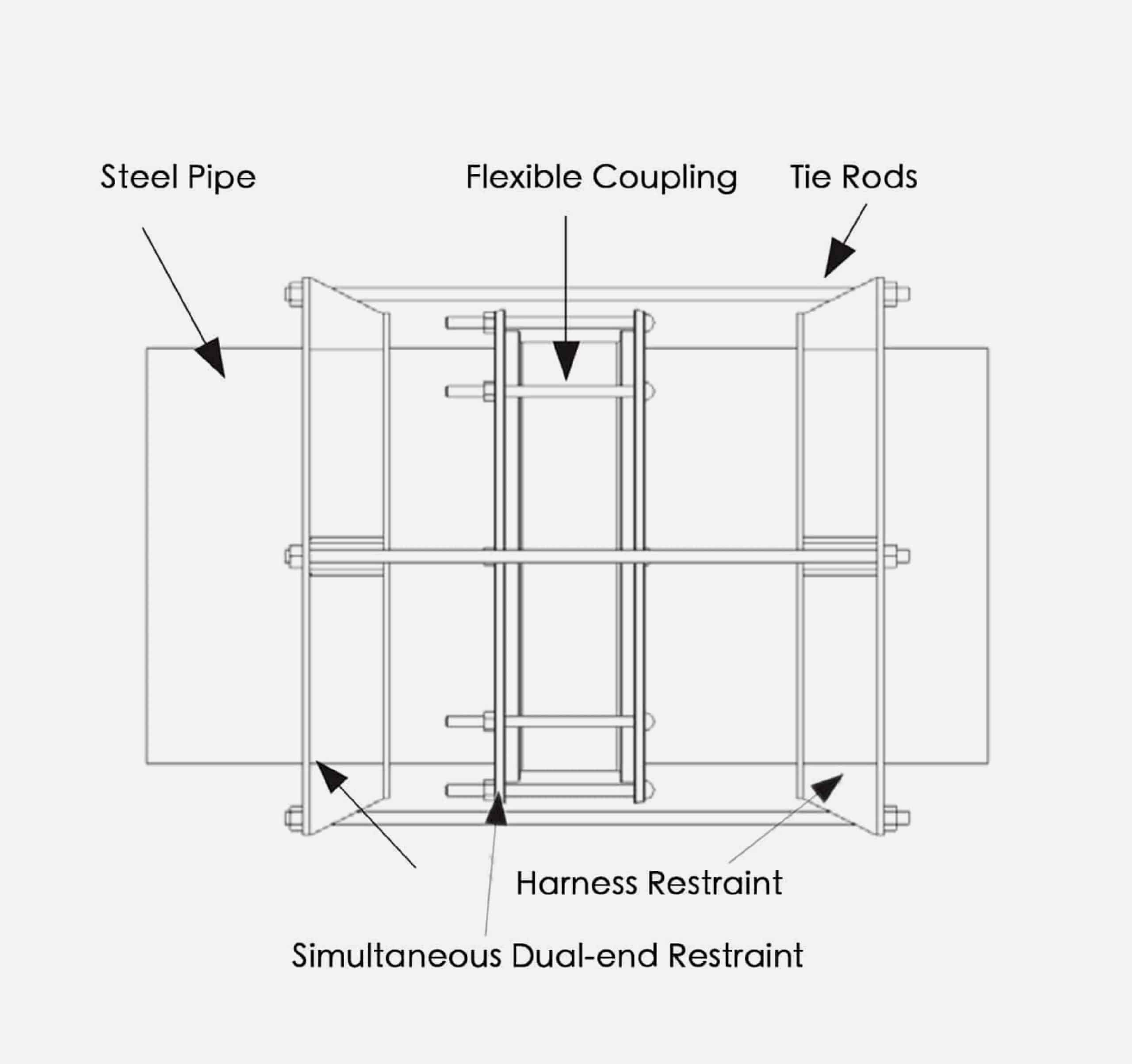
MECHANICAL COUPLING WITH HARNESS RESTRAINT is a restrained type joint specially designed for steel pipes. The harnesses on both ends need to be welded onto the pipe surface on-site during installation. Tie rods are then used to connect the two harnesses, preventing the pipes from excessive movement caused by ground shifting or other factors, which could otherwise lead to leakage or failure at the joint.
Compared with other restraint systems, this design is structurally simple and avoids the risk of system failure due to a single component in a more complex restraint system. This simplicity helps ensure a service life of at least 5 years under proper conditions.
The main drawback of this design is that the harness must be welded to the pipe’s outer surface on-site, which requires a certain level of skill from the installation personnel.
Feature
● Material : Q235B
● Rubber Ring conform to BS 2494 HARDNESS (IRDH) 66-75
● Bolts and Nuts conform to ASTM A307 Gr.B with hot Dip Galvanization
● Studs and Nuts for Harness conform to ASTM A193 B7 & A194 2H with Hot Dip galvanization
● Surface Preparation Internal / External : SA 2.5
● Coating Internal / External : Liquid Epoxy conform to AWWA C210 , DFT : 406 Micro (Min)
● Working Pressure: PN10/PN16/PN25/PN40 or as per client requirement
● Hydrostatic Test Pressure: 1.5 times of working pressure, 5 Minutes without any leakage
Judberd offers two additional designs: one with independent end restraint and the other with simultaneous dual-end restraint.
In the independent end restraint design, each end is tightened separately using its own set of bolts. This allows for better control of the tightening force, and all the bolt force is directed to a single gasket, making it easier to achieve a proper seal. This design is more suitable for large-diameter pipes.
The simultaneous dual-end restraint design tightens both ends together and is more suitable for small-diameter pipes.
Independent End Restraint
Simultaneous Dual-End Restraint
Installation Steps
Mechanical Coupling with Harness Restraint Installation Steps
1. Preparation _
Clean the outer surfaces of both pipe ends to be connected, ensuring they are free of rust, dirt, grease, or any debris.
Check that all components—coupling, harness restraint rings, and tie rods—are complete and undamaged.
Mark the intended positions for the coupling and the weld locations for the restraint rings on the pipe.
2. Weld the Harness Restraint Rings _
Slide the restraint rings onto each pipe, positioning them close to where the coupling will be installed.
Ensure the rings fit tightly against the pipe surface, then weld them completely around the pipe according to standard procedures (continuous welds are recommended instead of tack welding).
Allow the welds to cool, then inspect the welds to ensure there are no cracks, porosity, or cold joints.
3. Install the Mechanical Coupling _
Slide the coupling onto one end of the pipe.
Align both pipes axially, leaving a proper gap (typically 3–5 mm) to accommodate thermal expansion.
Move the coupling into position and tighten the gland bolts in a diagonal sequence evenly to the recommended torque.
4. Tie Rod Installation _
Insert the tie rods through the corresponding holes in both harness restraint rings.
Install flat washers, spring washers, and nuts.
Tighten the nuts in a diagonal sequence to ensure uniform pressure.
Finally, check that all bolts are tightened to the specified torque.
5. Pressure Test _
Perform a hydrostatic pressure test on the system, typically at 1.5 times the working pressure.
Inspect the coupling for any leaks. If any are found, recheck the tie rod tension and the quality of the harness welds.
NOTES
Before welding the restraint rings, ensure the job site is well-ventilated and the welder is properly qualified.
Do not weld on pressurized or fluid-filled pipelines.
For highly corrosive environments, stainless steel tie rods or corrosion-resistant coatings are recommended.