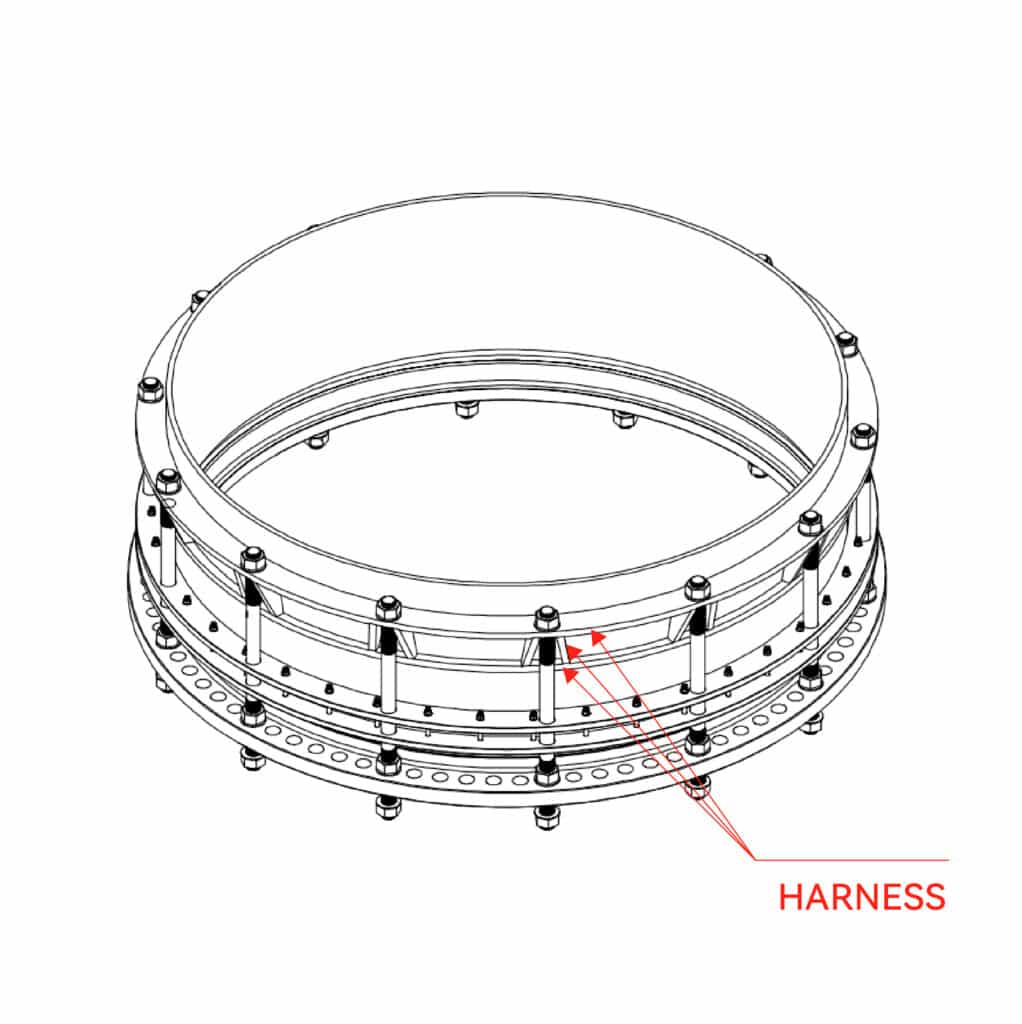
The Restrained Flange Coupling Adapter with Harness works by welding harnesses onto the outer surface of the steel pipes to be connected. Tie rods are then used to connect these harnesses to the flange of the adaptor itself. This setup prevents excessive pipe movement caused by ground settlement or other external forces, thereby avoiding seal failure at the connection between the flange adaptor and the pipe.
Feature
● Flange side flange comply to EN1092-1/ISO7005-1/ASME B16.5/ASME B16.47
● Material Q235B
● Rubber Ring conform to BS 2494 HARDNESS (IRDH) 66-75
● Surface Preparation Internal / External : SA 2.5
● Coating Internal / External Liquid Epoxy conform to AWWA C210 , DFT : 406 Micro (Min)
● Stud and Nut for flange adaptor conform to ASTM A307 Gr.B and Hot Dipped Galvanized
● Stud and Nut for Harness conform to ASTM A193 B7 & A194 2H or Equivalent and Hot Dipped Galvanized
● Working Pressure PN10/16/25/40 or as per client requirement
● Hydrostatic Test Pressure 1.5 times of working pressure, 5 Minutes without any leakage
Installation Steps
1, Preparation _
Clean the pipe surface where the flange adaptor and harness will be installed.
Ensure all parts are present and undamaged.
2, Weld the Harness Rings _
Slide the harness rings onto the pipe near the flange adaptor location.
Weld the harness rings completely around the pipe using continuous welds.
Inspect the welds to ensure proper quality and structural integrity.
3, Install the Flange Adaptor _
Slide the flange adaptor over the pipe end and align with the mating flange.
Leave proper expansion gap between pipe end and flange face (typically 3–5 mm).
Tighten flange adaptor bolts evenly in a crisscross pattern to compress the gasket.
4, Tie Rod Installation _
Insert tie rods through the harness ring and the corresponding holes in the flange.
Install flat washers, spring washers, and nuts.
Tighten the nuts evenly in a cross pattern to the specified torque.
5, Pressure Test _
Conduct a hydrostatic pressure test at 1.5 times the working pressure.
Check for leaks around the seal; retighten or inspect harness welds if needed.
Harness ring welding must be performed with the pipeline in a depressurized state by qualified welders.
The flange face must be clean, flat, and free from burrs or deformation.
For corrosive environments, stainless steel tie rods or anti-corrosion coatings are recommended.
The number and size of tie rods should be selected based on working pressure and specification requirements.