Double Orifice Air Valve is a type of air release valve equipped with two orifices for efficient air management in pipeline systems. It is designed to release large volumes of air during filling, admit air during drainage, and continuously remove small amounts of trapped air to ensure smooth operation and prevent pipeline damage.
Judberd is competitive manufacturer for air valves, below are our double orifice air valve for your reference.WRAS,NSF,ACS,DVGW etc certificates are available.
DOUBLE ORIFICE AIR RELEASE VALVE
DOUBLE ORIFICE AIR RELEASE VALVE WITH DIRECTIONAL VENTING
DOUBLE ORIFICE AIR RELEASE VALVE
DOUBLE AIR RELEASE VALVE WITH BRASS BALL ISOLATION VALVE
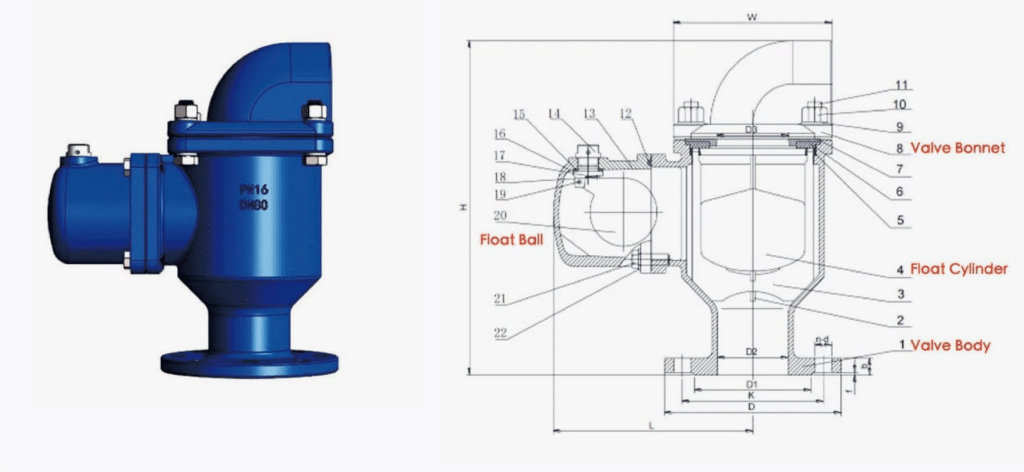
DRAWING
We have selected a commonly used model as an example. If you choose a different model, please contact us to request the corresponding drawing.
Remarks: Design according to EN 1074-4:2000 , Flange according to EN 1092-2:1997, Testing according to EN 12266-1:2012.Suitable Media: water, neutral oil
Double orifice air valve consists of two independent air release mechanisms:
LARGE ORIFICE (AIR INTAKE AND EXHAUST VALVE) _
Expels large volumes of air during pipeline filling to prevent air pockets.
Allows air to enter during drainage or sudden pressure drops to prevent vacuum formation.
SMALL ORIFICE (CONTINUOUS AIR RELEASE VALVE) _
Releases small air bubbles that accumulate in the pipeline during normal operation.
Seals automatically when the valve chamber is filled with water, preventing leakage.
FUNCTIONS
Prevents Air Blockage _
Lug type valves offer more flexibility, allowing installation at both ends of the pipeline or mid-line, and can be removed without disturbing the system. Wafer valves require flanges on both sides and are generally not suitable for end-of-line applications.
prevents Vacuum Formation _
Wafer valves are generally cheaper and lighter, making them more suitable for cost-sensitive projects or installations where space and weight are concerns.
Reduces Water Hammer Effect _
Lug type valves generally offer better mechanical strength and are more durable, making them ideal for high-pressure, large-diameter systems, whereas wafer type valves are better for smaller, less demanding applications.
APPLICATION
MUNICIPAL WATER SUPPLY NETWORKS
WASTEWATER TREATMENT SYSTEMS
AGRICULTURAL IRRIGATION PIPELINES
INDUSTRIAL FLUID TRANSPORTATION
HIGH-PRESSURE OR LONG-DISTANCE WATER PIPELINES
COMMON ISSUES AND SOLUTIONS
POOR AIR RELEASE _
May be due to internal blockage; regular maintenance is recommended.
WATER LEAKAGE AFTER AIR RELEASE _
Could be caused by a damaged float or worn-out seal; replace faulty components.
LOUD NOISE DURING OPERATION _
Choose an air valve with a noise-reduction design.
VALVE BODY CRACKS _
May result from excessive pressure or external impact; select the correct pressure rating.
FACTORS TO CONSIDER WHEN PURCHASING A DOUBLE ORIFICE AIR VALVE
Pipeline working pressure and flow rate to choose the appropriate valve size and rating.
Operating environment (temperature, corrosion resistance) to select the right valve material (ductile iron, stainless steel, etc.).
Flange standard compatibility to ensure proper pipeline connection.
Manufacturer quality certifications such as ISO, AWWA, and EN standards.
RELEVANT STANDARDS
Common standards for double orifice air valves include: